


Before the advent of numerical control digital display, the optical curve grinding machine was a high-precision curve grinding machine, and most of them were imported. It reflects the shape of the curve through the refraction of light. It was generally used when processing curved surfaces with high precision requirements, grooves for high-precision parts, internal and external R, complex-shaped and high-dimensional cutting tools, etc. In the past, it was an indispensable device.
It should be said that it is gradually being replaced by CNC machine tools. For instance, imported high-precision CNC cylindrical grinders can complete the grinding of cylindrical surfaces in one go on a single shaft. Units with such equipment are still using it. After all, the utilization rate of the equipment is relatively low, and the precision can still be guaranteed. It will not be phased out for the time being.
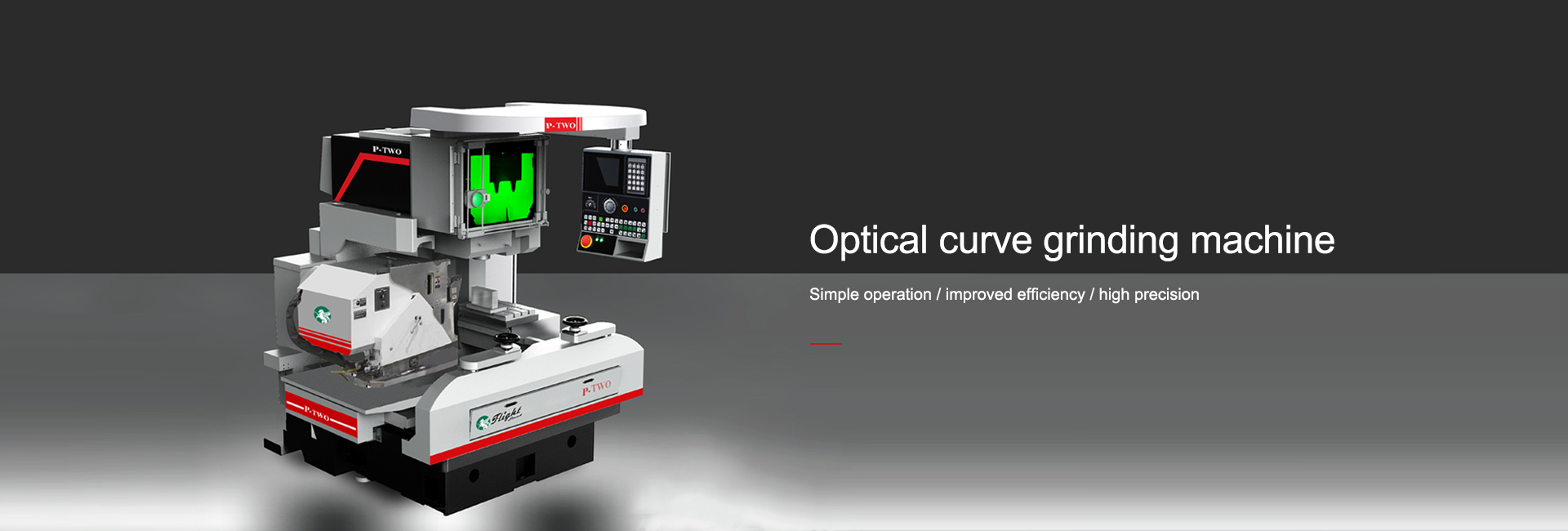
On the right side of the body of the curve grinding machine, there is a multi-functional worktable. On the left side, there is a grinding wheel frame and a slide seat. The upper part is a CCD detection device. The electrical cabinet is located at the rear of the main machine and is integrated with the main machine. The auxiliary machine station is integrated with a dust collection device, a cooling device, an air balance and a brake control station.
The rotational motion of the grinding wheel generally does not require speed regulation. It can be driven by a three-phase asynchronous motor and only needs to rotate in one direction. When the capacity is large, Y-triangle reduced-voltage starting can be adopted. To ensure processing accuracy, make its operation smooth, and guarantee that the inertia is small and there is no impact when the worktable reciprocates and changes direction, hydraulic transmission is adopted to achieve the reciprocating motion of the worktable and the lateral feed of the grinding wheel box.
Operating Procedures:
1. Before starting work, check whether all moving parts and switches are complete and effective, and run the machine idle to check if the machine tool is operating normally.
2. When replacing a new grinding wheel, general safety regulations for grinding workers should be followed. First, gently tap it with a wooden mallet to check if it is cracked. When clamping the grinding wheel, a soft pad should be added and pressed tightly. After installation, it is necessary to run the machine empty for a test run to check if the grinding wheel is cracked.
3. The workpiece should be installed firmly. During installation, the bed surface should be moved to a safe position and the optical lens part should be covered.
4. When starting work, the feed rate should not be too large to prevent the grinding wheel from breaking and injuring people.
5. After processing is completed, the optical lens should be covered immediately. There is dust or oil on the lens glass surface. It needs to be wiped with a soft flannel cloth. Before wiping, clean it with high-grade gasoline.










